

PVB中間膜生產線
PVB中間膜生產線
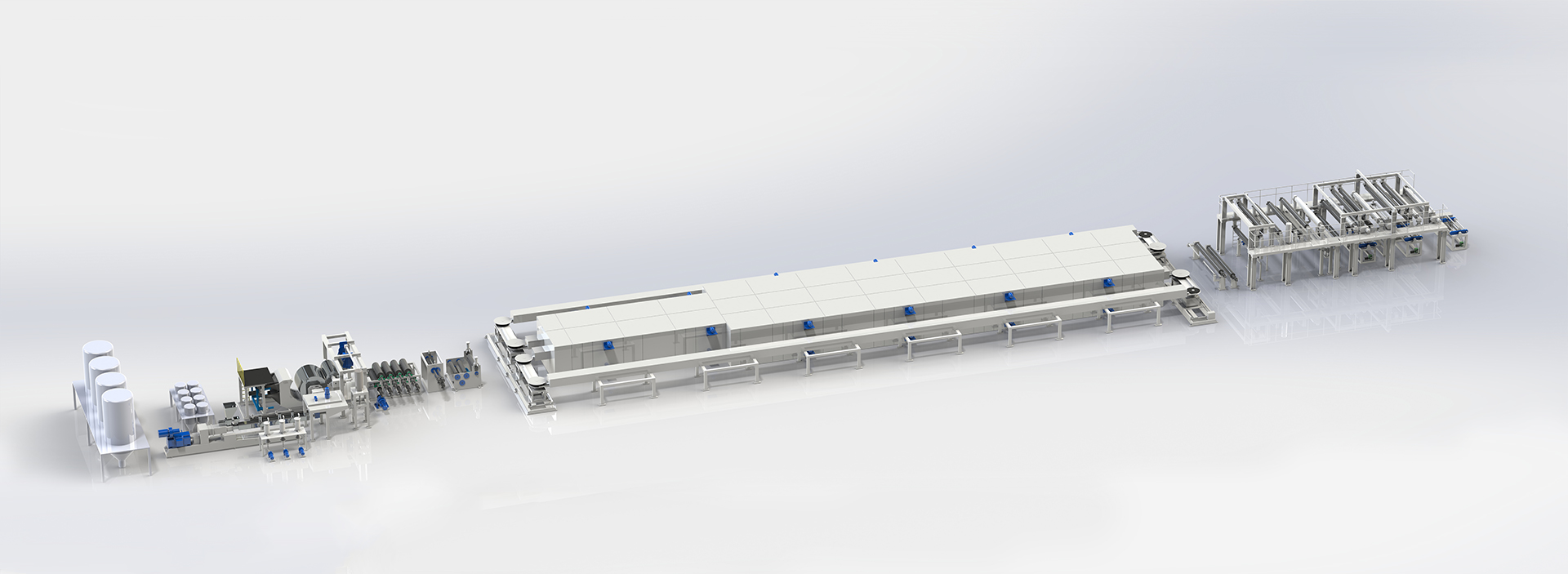
PVB玻璃中間膜生產線是我公司結合國外最新設計理念,參照pvb中間膜的生產特性,設計生產的專業化裝備。自2012年以來,公司先後生產了2800mm、3550mm、4200mm等規格PVB中間膜生產線,產量最大800kg/H,厚度0.38-1.5mm,該生產線有以下特點:
1、適應眾多物料體係的不同類型加工
2、從上料到收卷,全套集成,可以做交鑰匙工程
3、產量大、耗能低,自動化程度高。
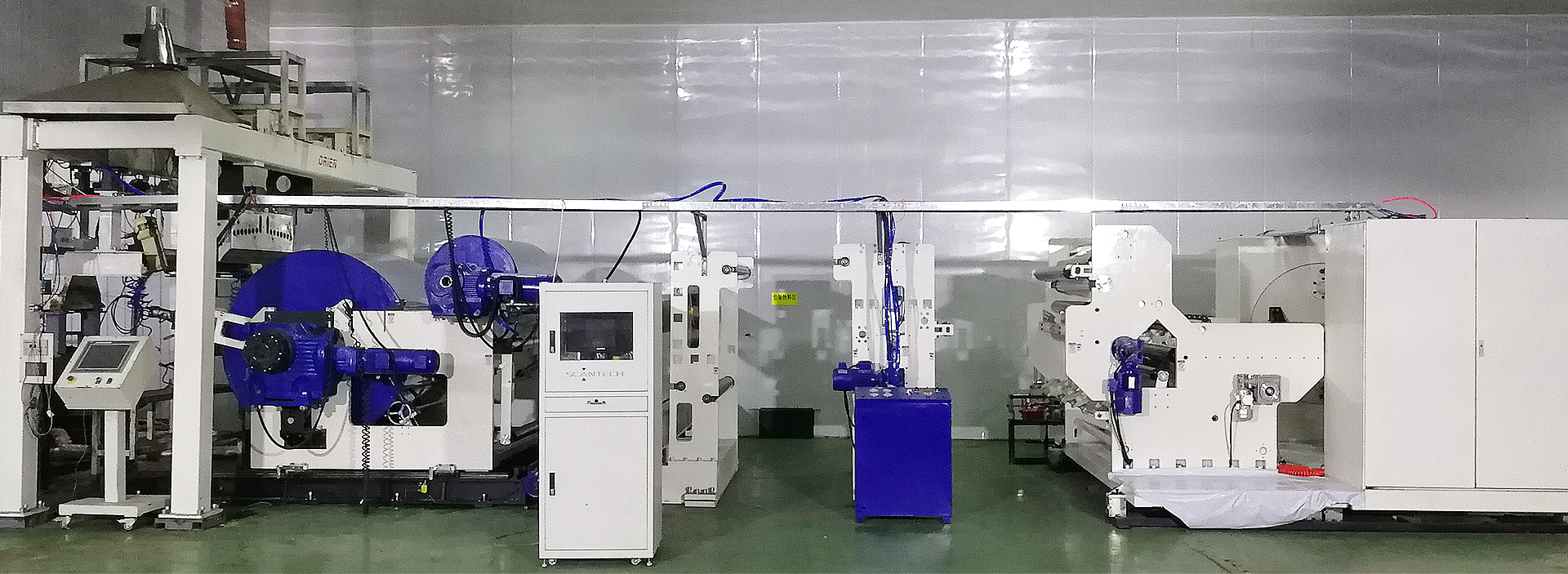
目前,PVB中間膜的生產工藝主要有兩種方式,一種是過輥法,一種是過水法。過輥法是采用兩隻輥或三隻輥(有光輥,有花紋輥)流延的方式生產出膠片。過輥法投資低,技術相對成熟,設備也相對容易操作。過水法是普遍認為生產的膠片白度更好、花紋更均勻的一種工藝,它是采用水箱冷卻定性而非輥筒,然後經過除水,測厚,烘箱,冷卻,隔離膜複合、牽引,最後收卷。因為過水法產品優點多於過輥法,被越來越多的廠家所采用。過水法生產過程中有以下幾點需要特別注意:
水箱的設計。水箱的大小、數量也與生產線的速度產量有直接關係,保證水箱的溫度均勻、水循環不引起波動,這是重中之重。
風量、風刀的造型和設計。過多水分如果長時間滯留,對膠片質量也會產生影響,現在普遍采用4風刀,風刀數量已足夠,關鍵在於風刀的設計、選擇和位置。
烘箱加熱和冷卻。為了提高產量,保證生產線的高速生產,在烘箱、加熱、冷卻部分,我公司都有獨特的見解與設計。烘箱起到了去除膠片的多餘水分作用外,更重要的還起到了去除內應力的作用,充分去除掉膠片中的內應力能有效防止膠片在與玻璃高溫合片時的熱收縮,可變熱變形量控製的更好。
電氣控製。做為一種高端應用產品,膠片的各個指標要求都很高,隻有高度智能的自動化控製才能滿足高品質產品的要求。其中擠出機的壓力自調,收卷的張力控製更是重要。